Triobla-vica Borilo-Maŝino
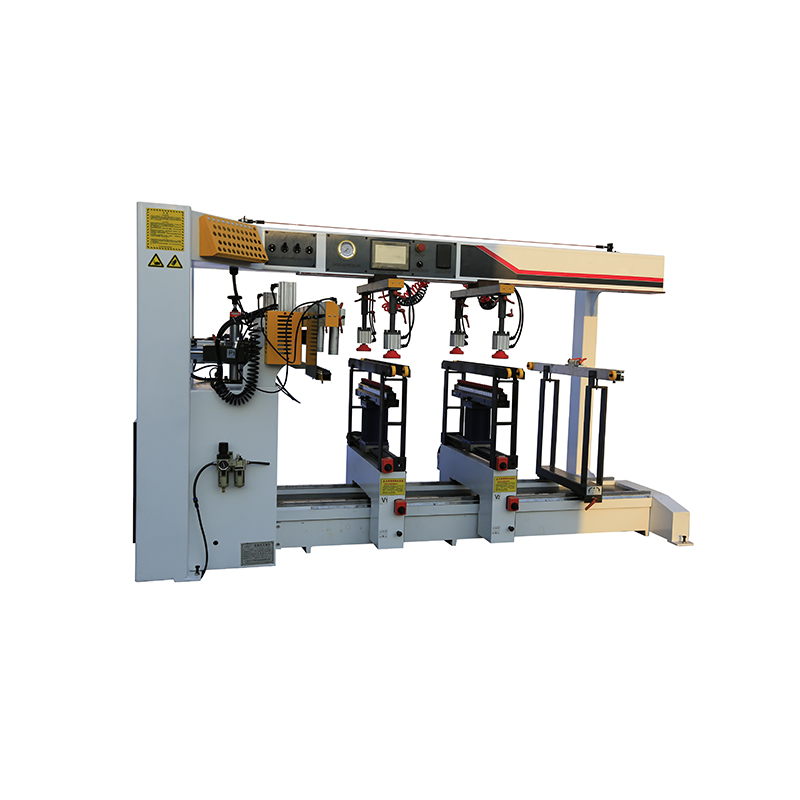
Lignoprilaborado Borilo Maŝinoestas multtruaj pretigaj maŝinoj kun multoblaj boriloj kaj povas labori kune.Estas unu-vico, tri-vico, ses-vico ktp.Boromaŝinokonvertas la tradician manan vican boradon en mekanikan agon, kiu estas aŭtomate kompletigita de la maŝino.
Specifo:
| Maks.diametro de truoj | 35 mm |
| Profundo de boritaj truoj | 0-60 mm |
| La nombro da spindeloj | 21*3 |
| Centra distanco inter spindeloj | 32 mm |
| Rotacio de spindelo | 2840 r/min |
| Tuta motorgrandeco | 4,5 kw |
| Taŭga tensio | 380 v |
| Aera premo | 0,5-0,8 Mpa |
| Gaskonsumo por borado de dek paneloj po minutoj proksimume | 20L/min Proksimume |
| Maks.distanco de la du longitudaj kapoj | 1850 mm |
| Alteco de laborplatformo de la tero | 800 mm |
| Super grandeco | 2600x2600x1600 mm |
| Paka grandeco | 2700x1350x1650 mm |
| Pezo | 1260 kg |
Por certigi la boradprecizecon kaj produktan kvaliton, la borado de panelaj meblopartoj estas ĝenerale farita permultoblaj vicoj de Borilo.La borilo interspaco sur la plurvica borilo estas 32mm.Nur kelkaj landoj uzas alian modulan borilinterspacigon, kutime horizontalaj borilsidejoj estas aranĝitaj en tuta vico.La rekta borilsidloko estas kunmetita de du sendependaj vicoj de sidlokoj.La nombro da vicoj de borilo seĝoj porplurvicaj borilojestas ĝenerale de 3 vicoj ĝis 12 vicoj (pliaj borilsidlokoj povas esti aldonitaj kiam specialbezonoj) estas kutime kunmetitaj de horizontalaj borilsidlokoj kaj pli malaltaj vertikalaj borsidlokoj.Se ekzistas specialaj postuloj aŭ la nombro da vicoj da sidlokoj estas granda, vertikalaj borseĝoj kun supraj kaj malsupraj agordoj ankaŭ povas esti uzataj.Ĉi tio devus baziĝi sur produktadbezonoj kaj prilaboraj precizecaj postuloj.La nombro de komunajplurvica Borado-Maŝinosidlokoj en produktado estas 3 vicoj, 6 vicoj, ktp.
Instrukcio pri Lignolabora Boradomaŝino:
1. Purigu la maŝinan tablon ĝustatempe post kiam la laboro estas finita,
2. Purigu la lignajn blatojn sur la gvidrelo kaj la flankon por malhelpi la blokadon de la maŝino pro la interfero de la blatoj.
3. Regule purigu la plumboŝraŭbon por malhelpi fremdajn materiojn algluiĝi al la plumba ŝraŭbo.La plumba ŝraŭbo estas la plej alta prioritato de la ekipaĵo, ĝi influas la precizecon de la maŝino, kaj la plumba ŝraŭbo ludas gravan rolon en la transdona procezo.
4. Purigu la industrian kontrolkeston regule, polvo estas la plej granda mortiganto de borado.
5. Polva forigo kaj oleopleniga laboro devas esti efektivigita sur la glita trako de la borilvico ĉiusemajne.


